When control valve professionals talk about "control valve sizing," they really mean the entire process of selecting the valve that will do the best job of controlling the process. Selecting the right size valve is an important part of the process, but there are other equally important considerations as well.
Sizing a Control Valve
The control valve's size should be selected so that it will operate somewhere between 60 and 80% open at the maximum required flow rate and whenever possible, not much less than 20% open at the minimum required flow rate. The idea is to use as much of the valve's control range as possible while maintaining a reasonable, but not excessive, safety factor.
If the valve is too small, it will be obvious immediately, as it will not be able to pass the required flow. In actual practice, under sized valves are fairly uncommon. Commonly, the valve is too large. An oversized control valve will cost more than is necessary, but more importantly, an oversized valve will be very sensitive. Small changes in valve position will cause large changes in flow. This will make it difficult or even impossible for it to adjust exactly to the required flow. Any stickiness caused by friction will be amplified by the overly sensitive oversized valve, reducing the precision to which the flow can be controlled.
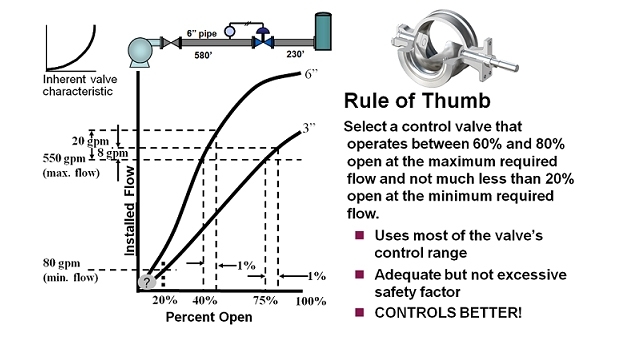
In the illustration above, assuming that both valves are capable of positioning within 1%, the properly sized 3 inch valve will be able to control flow within 8 gpm, while the oversized 6 inch valve will only be capable of controlling flow to within 20 gpm.
Cavitation
Liquid applications must always be evaluated for cavitation. Not only does cavitation cause high noise and vibration levels, it can result in very rapid damage to the valve's internals and/or the downstream piping. Especially with rotary valves, the prediction of damaging levels of cavitation is more complex than simply calculating the choked flow pressure drop. As a result of flow separation and the formation of eddies within the valve, localized areas of pressure reduction and recovery can cause damaging cavitation at pressure drops well below that which results in fully choked flow. One proven method for predicting cavitation damage in rotary control valves is based on a correlation between calculated sound pressure level and the potential for damage.
Noise
In addition to the fact that a noisy valve in liquid service will most likely suffer unacceptable rates of cavitation damage, high noise levels usually cause vibration that can damage piping, instruments and other equipment. Control valves in steam and gas service can generate noise levels well in excess of plant standards, even at moderate pressure drops, especially in sizes above 3 or 4 inches. As a result, the valve sizing and selection process must always include noise calculations.
Installed Flow Characteristic
In nearly all applications, a control valve should have a linear installed flow characteristic (the relationship between controller output and flow in the system). The control valve's inherent (published) flow characteristic interacts with the system's flow vs. pressure loss characteristic to yield the installed flow characteristic. If the installed characteristic deviates significantly from linear, it will be difficult or impossible to tune the loop for both accurate and stable control throughout the entire flow range. A computerized analysis of the installed characteristic should be part of the control valve sizing and selection process.
Actuator Sizing
Sizing actuators for on-off service is fairly straight forward, requiring only that an actuator be selected with a torque output slightly higher than the seating and unseating torque of the valve. The situation is more complex with control valves. The torque output of most rotary actuators changes with the angle of opening. At the same time, the valve's torque requirement depends both on the opening angle and the throttling pressure drop at that particular angle. To ensure adequate spare torque to guarantee smooth, accurate control, a computerized analysis is recommended.
Selecting Control Valve Style
The choice of control valve style (globe, ball, butterfly, etc.) is often based on tradition or plant preference. For example, a majority of the control valves in pulp and paper mills are usually ball or segmented ball valves. Petroleum refineries traditionally use a high percentage of globe valves, although the concern for fugitive emissions has caused users to look to rotary valves because it is often easier to obtain a long lasting stem seal with rotary valves.
Globe valves offer the widest range of options for flow characteristic, pressure, temperature, and noise and cavitation reduction. Globe valves also tend to be the most expensive. Segment ball valves tend to have a higher rangeability, and size for size, nearly twice the flow capacity of globe valves, while they are typically less expensive than globe valves. On the other hand, segment ball valves are limited in availability for extremes of temperature and pressure and are more prone to noise and cavitation problems than globe valves.
High performance butterfly valves are even less expensive than ball valves, especially in larger sizes (eight inches and larger). They also have less rangeability than the ball valves and are more prone to cavitation.
The eccentric rotary plug valve combines the features of rotary valves, such as high cycle life stem seals and compact construction, with the rugged construction of globe valves. Unlike the other rotary valves whose flow capacity is approximately double that of globe valves, the flow capacity of eccentric rotary plug valves is on par with globe valves.
While the selection of a valve style is highly subjective, in the absence of a specified valve or plant preference, the following approach can be used to select a control valve style for applications where the valve will be six inches or smaller:
- Considering pressure, pressure differential, temperature, required flow characteristic, cavitation and noise, will a segment ball valve work?
- If a segment ball valve is not suitable, select a globe valve. Keep in mind that cage guided globe valves are not suitable for dirty service.
- For applications where the valve will be 8 inches or larger, first investigate the applicability of a high performance butterfly valve because of the potential for significant savings on cost and weight.
Ensuring Accuracy
Today control valve sizing calculations are usually performed using a computer program. Most manufacturers of control valves offer control valve sizing software at no cost, though most are specific to that manufacture’s valves only. Metso’s Nelprof, however, includes a number of generic valves, such as globe valves, ball valves, plug valves and butterfly valves, to choose from. These generic selections permit the user to investigate the applicability of different valve styles and sizes to a particular application, without showing a preference to a particular valve manufacturer.
Selecting a properly sized control valve is essential to achieving the highest degree of process control for the liquid, gas or multi-phase fluid. To ensure accuracy, use the following information for control valve sizing:
- If a set of loop tuning parameters only works at one end of the control range and not the other, the valve’s flow characteristic is most likely the wrong one.
- If a system has a lot of pipe, use an equal percentage valve.
- If a system has very little pipe, use a linear valve.
- A control valve that is sized to operate around 60% to 80% open at the maximum required flow and not much less than 20% open at the minimum required flow will give the best control.
- Properly sized full ball, segment ball and high performance butterfly valves are usually two sizes smaller than the line.*
- Properly sized globe valves are usually one size smaller than the line.*
- Most people consider it poor piping practice to use a control valve that is less than ½ the line size or larger than the line size.
- Oversized control valves are very common.
*If you size a valve and it turns out to be different than these, it is a good idea to check your work. You may have made a mistake, or the person who sized the pipe may have made a mistake.